High-Purity Industrial Hydrocarbon Fluid
Mineral Hydrocarbon Oil (MHO) is a refined petroleum-based solvent widely used in industrial processing, chemical manufacturing, coatings, and energy-related applications. Known for its stable chemical composition, excellent solvency properties, and controlled volatility, MHO is an essential raw material across various industrial sectors.
Manufactured by Mashal Chemical, a company within the MERCO Group Bahrain, this product is produced using advanced refining and processing technologies to ensure consistent quality, purity, and performance for industrial use.
Product Overview
Mineral Hydrocarbon Oil is derived from carefully processed petroleum fractions and refined to remove impurities while maintaining stable hydrocarbon properties. The result is a high-quality solvent fluid suitable for applications requiring reliable chemical performance, controlled evaporation, and efficient solvency.
Our MHO is produced under strict quality control procedures to meet international industrial standards and ensure consistent performance across large-scale manufacturing and processing operations.
Key Characteristics
- High chemical purity and consistent composition
- Excellent solvency properties
- Stable evaporation rate
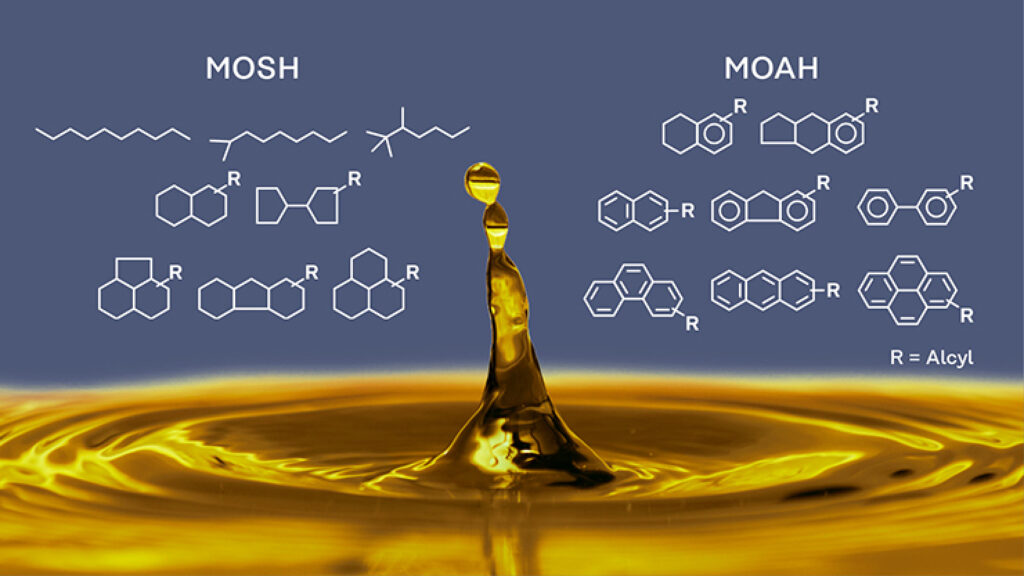
- Low aromatic content
- Clear and colorless appearance
- Reliable performance in industrial formulations
- Good storage stability
These characteristics make Mineral Hydrocarbon Oil a versatile solvent for multiple industrial applications.
Industrial Applications
Mineral Hydrocarbon Oil (MHO) is widely used in several industrial sectors, including:
- Paint and coatings manufacturing
- Chemical processing and formulation
- Industrial cleaning and degreasing
- Adhesives and sealants production
- Rubber and polymer processing
- Petrochemical blending operations
- Industrial fuel and solvent applications
Its stable chemical structure makes it particularly suitable for processes requiring dependable solvency and consistent performance.
Quality & Manufacturing Standards
At Mashal Chemical, Mineral Hydrocarbon Oil is produced using modern refining systems and strict quality assurance protocols. Each batch undergoes comprehensive testing to ensure:
- Chemical composition stability
- Consistent boiling range
- Controlled flash point
- Purity and clarity
- Compliance with industrial safety standards
- These procedures ensure that our products meet the demanding requirements of industrial clients and international markets.
Packaging & Supply Options
Mineral Hydrocarbon Oil is supplied in various packaging formats to support different operational and logistics requirements:
- Bulk tanker supply
- Industrial steel drums
- Flexitank containers
- Bulk vessel shipment for large export orders
Custom packaging and delivery solutions are available to meet project-specific requirements.
Storage & Handling
For safe storage and optimal product performance:
- Store in cool, dry, and well-ventilated areas
- Keep containers tightly sealed to avoid contamination
- Protect from direct sunlight and excessive heat
- Follow recommended industrial handling procedures
Proper storage ensures product stability and consistent industrial performance.